Injektionsstøbeproces: Hvordan produceres plastdele?
Læg en besked
 Injektionsstøbeproces: Hvordan produceres plastdele?
Injektionsstøbeproces: Hvordan produceres plastdele?
Succesrig tilpasset injektionsstøbning kræver processtyring, der styres af ekspertise og præcisions timing. Værktøjs- og procesingeniører er front-og-center i produkt- og værktøjsdesignfaser, og træffer i sidste ende beslutninger og styrer de nødvendige skridt for at sikre konsistent og gentagelig fremstilling af defektfri sprøjtestøbte dele.
Den forhåndsinvestering af tid og viden, som det fælles team af ingeniører fra sprøjtemolen og OEM har, er afgørende for at informere sprøjtestøbningsprocessen, hvor produkt- og værktøjskonstruktionerne bringes sammen med projektspecifikke harpikser. Nedbrydning af sprøjtestøbning trin for trin illustrerer, hvordan alle faser fungerer sammen i en sprøjtestøbecyklus for at opnå succesrige resultater.
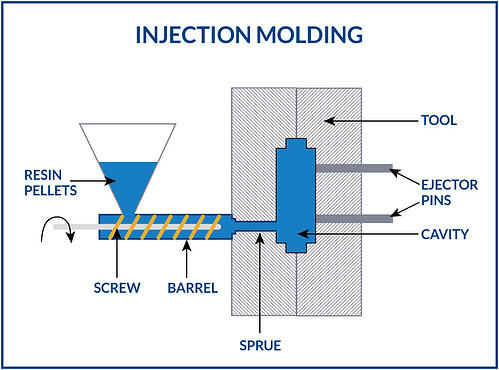
Værktøjet lukkes, hvilket betyder starten på sprøjtestøbecyklussen. Harpikspellets føres fra en tragt ind i tønden.
Skruen drejer for at skrue pellets fremad mod værktøjet. Den resulterende friktion plus tøndevarmere får pellets til at smelte. Skruen skubbes fremad og indsprøjter materialet med den kraft og hastighed, der er nødvendig for korrekt at fylde værktøjshulrummet. Under dette trin er det bydende nødvendigt, at forskudt luft slipper ud gennem ventilationsåbningerne og skillelinien, der er designet til værktøjet til dette formål. Fejlagtig beregning eller funktionsfejl i disse luftfrigørelsespunkter kan medføre mangler og affald.
Når værktøjshulrummet er fyldt, skal harpiksen få lov til at køle af. Vand cykles gennem værktøjet for at opretholde en konstant temperatur, mens materialet hærder. Køletider varierer afhængigt af den anvendte plast og delstykkelse.
Mens den sprøjtestøbte plastdel afkøles inden i værktøjet, trækkes skruen tilbage og genindlæses med smelte som forberedelse til den næste injektion. Varmeapparater inde i tøndeskruen holder smeltet plastificeret ved den angivne temperatur.
Når det støbte materiale har nået sin ideelle udkaststemperatur, åbnes værktøjet, og delen skubbes ud af bevægelsen til ejektorstangen og stifterne. Delen kan udvindes af en robot, manuel operatør eller falder frit i en skraldespand under værktøjet.
Undertiden har de støbte dele fastgjort stykker kaldet løbere. Løbere er simpelthen eksternt materiale, der samles i de kanaler, som smelten tager på vej til at fylde værktøjshulrummet. Løbere løsnes enten manuelt eller robotisk fra den anvendelige del og slibes og genvindes normalt for at reducere omkostningerne og beskytte miljøet. De sprøjtestøbte plastdele er klar til inspektion, emballering og forsendelse.
Kontakt os

Skype: Deepmould
Tlf .: + 86-15024107707